
The Industry Standard
The vast majority of gear boxes used in the boat lift industry make use of worm drive designs.

Basically, worm drives use a screw to turn a toothed sprocket. This design causes the screw and teeth to slide and grind together under load, creating tremendous shear forces, friction, and heat. Consequently, worm gears have high power losses and low transmission efficiency. The low efficiencies of worm drives allow them to be self-locking so that the manufacturer does not need to use a brake to hold your boat in the up position. However, the low efficiencies cause worm drives to be slow and to wear out faster than other gearing designs. To their credit, they are one of the most cost effective gear designs.
Cycloidal Speed Reducer Design
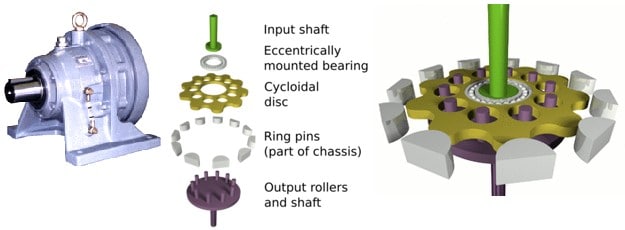
The cycloidal reducer is comprised of an input shaft that is eccentrically mounted (off-center) to drive a cylindrical roller bearing that in turn drives the cycloidal disc in an eccentric, cycloidal motion (looks almost like the wobbling motion of hula hoops, see the following animation of a cycloidal reducer Cycloidal Reducer Video ). The perimeter of the cycloidal disc incorporates a curved lobed profile that fits the rolling ring pins of a stationary ring gear that is part of the chassis. The cycloidal disc also has a series of holes through the face of the disc that accepts output roller pins attached to the output shaft. These output roller pins directly drive the output shaft as the cycloidal disc rotates.
Turning the input shaft will cause the cycloidal disc to move in a circle. The cycloidal disc will independently rotate around the roller bearing as it is pushed against the stationary ring gear. The number of pins on the stationary ring gear is larger than the number of lobes on the cycloidal disc that fit between the pins (if the number of pins on the stationary ring = P and the number of lobes on the cycloidal disc =L, the cycloidal’s reduction ratio = (P-L)/L). This causes the cycloidal disc to rotate around the bearing faster than the input shaft is moving it around, with an overall rotation in the opposite direction of the rotation of the input shaft.
Cycloidal Reducer Construction
![]() Although the earliest cycloidal reducer designs can be traced to the 1700’s, it was the patented design from the Sumitomo scientists that perfected the cycloidal reducer for heavy industrial use. Founded in 1966 in the U. S., the Sumitomo Machinery Corporation of America (SMCA) is a subsidiary of Japan’s largest machinery manufacturer, Sumitomo Heavy Industries. SMCA is headquartered in Chesapeake, VA and manufactures the cycloidal reducers for the U. S. market across six U. S. factories.
Although the earliest cycloidal reducer designs can be traced to the 1700’s, it was the patented design from the Sumitomo scientists that perfected the cycloidal reducer for heavy industrial use. Founded in 1966 in the U. S., the Sumitomo Machinery Corporation of America (SMCA) is a subsidiary of Japan’s largest machinery manufacturer, Sumitomo Heavy Industries. SMCA is headquartered in Chesapeake, VA and manufactures the cycloidal reducers for the U. S. market across six U. S. factories.
Gearless cycloidal reducers provide quiet, efficient and reliable performance exceeding that of involute tooth gear designs like worm, planetary, and helical reducers.

The cycloidal reducer housing is made from rugged, shock-resistant cast iron. They use wear sleeves and pressure rated seals to prevent lubricant leaks. The internal components are manufactured from hardened, vacuum-degassed, bearing grade steel to provide reliable performance over an extended operational life. With reduction ratios ranging from 3:1 to 658,503:1, cycloidal reducers are capable of producing 55 to 603,000 in-lb of output torque. The revolutionary cycloidal design provides unmatched high-density power all in a space saving design.
Please watch this early marketing video to learn more about SMCA, their cycloidal design, and its’ construction. I hope you get a kick out of the video’s retro style. Sumitomo Cycloidal Video
Benefits of Cycloidal Reducers
- Rolling Contact All major torque transmitting components roll resulting in minimal contact stress. Toothed gear reducers (worm, helical and planetary gears) rub and grind together causing the teeth to wear and have surface pitting (photo below right points out tooth wear and pitting). Rolling motion contributes to minimal friction and very high efficiency. Efficiency approaches 97%, resulting in high power transmission, very high speeds, low wear, high reliability and long service life in the most severe applications.

- Torque Transmitting Components Experience Compression Unlike involute tooth gear designs (worm, planetary, and helical reducers) that have only 1 or 2 teeth to absorb the entire shock load, at least 66% of the roller pins of the stationary ring gear and cycloidal disc lobes are in contact at all times and share the shock load (eg. in the 87:1 cycloidal reducer, there are 59 pins and lobes in constant contact). Furthermore, conventional involute tooth gear designs experience shear forces that can result in gear tooth breakage and catastrophic failure (see images below). Whereas cycloidal reducers have no teeth to break off and the cycloidal disc lobes share the shock load under compression. All of this results in cycloidal reducers that withstand shock loads up to 500% of their catalog torque rating (ie. a cycloidal reducer with a 1,000 in-lb catalog torque rating can withstand 5,000 in-lb shock loads). In comparison, typical worm gears under heavy load have a service factor of .5, so a worm gear with a catalog torque rating of 1,000 in-lb can only handle a 500 in-lb shock load.

- Precise Movement The cycloidal drive design results in zero backlash that stays constant over the operational life. Backlash is the amount of play (wiggle) in the input shaft created by having space between the gearing. With zero backlash, a concentric design, and near perfect transmission efficiencies, cycloidal reducers have minimal reflected inertia to the motor which will greatly extend the service life of the motor. The precise, efficient movement of cycloidal reducers also allows them to be extremely quiet during use.

- Energy Efficient
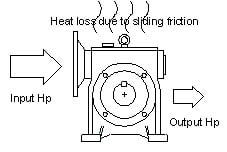
 As stated above, the rolling motion results in minimal friction and very high efficiency of power transmission. The end result is that cycloidal reducers experience minimal wear and very little of the input power is lost as heat. In contrast, worm gears are characterized by high friction and low transmission efficiencies. Therefore, the performance of worm gear reducers is greatly limited by their thermal rating, ie. the majority of the input power is lost as heat with worm gears. Not only will cycloidal reducers provide a much longer service life, they will give you tremendous energy savings as well.
As stated above, the rolling motion results in minimal friction and very high efficiency of power transmission. The end result is that cycloidal reducers experience minimal wear and very little of the input power is lost as heat. In contrast, worm gears are characterized by high friction and low transmission efficiencies. Therefore, the performance of worm gear reducers is greatly limited by their thermal rating, ie. the majority of the input power is lost as heat with worm gears. Not only will cycloidal reducers provide a much longer service life, they will give you tremendous energy savings as well.



 As stated above, the rolling motion results in minimal friction and very high efficiency of power transmission. The end result is that cycloidal reducers experience minimal wear and very little of the input power is lost as heat. In contrast, worm gears are characterized by high friction and low transmission efficiencies. Therefore, the performance of worm gear reducers is greatly limited by their thermal rating, ie. the majority of the input power is lost as heat with worm gears. Not only will cycloidal reducers provide a much longer service life, they will give you tremendous energy savings as well.
As stated above, the rolling motion results in minimal friction and very high efficiency of power transmission. The end result is that cycloidal reducers experience minimal wear and very little of the input power is lost as heat. In contrast, worm gears are characterized by high friction and low transmission efficiencies. Therefore, the performance of worm gear reducers is greatly limited by their thermal rating, ie. the majority of the input power is lost as heat with worm gears. Not only will cycloidal reducers provide a much longer service life, they will give you tremendous energy savings as well.Cycloidal Reducers and Boat Lifts
 When the engineers at IMM Quality Boat Lifts wanted to design a lift for commercial marinas, they knew this demanding application would require the most durable components. They needed to design a boat lift that could handle being operated all day long, every day of the year. They needed a lift that had very little downtime for maintenance and would still have a long service life. They succeeded in designing the finest industrial duty boat lift ever made, the Superlift. And when it came to choosing the reducers for this lift, our engineers only had one real choice – cycloidal reducers.
When the engineers at IMM Quality Boat Lifts wanted to design a lift for commercial marinas, they knew this demanding application would require the most durable components. They needed to design a boat lift that could handle being operated all day long, every day of the year. They needed a lift that had very little downtime for maintenance and would still have a long service life. They succeeded in designing the finest industrial duty boat lift ever made, the Superlift. And when it came to choosing the reducers for this lift, our engineers only had one real choice – cycloidal reducers.
The IMM Quality Superlift line of boat lifts sets the standard on quality. Nothing comes close to the performance of the Superlift as it is the fastest boat lift on the market (See chart below).

Without any gears to grind together, wear out, lose teeth, lock up and for all the reasons discussed above, the Superlift has unsurpassed durability. We are so confident in the reliability of the Superlift’s cycloidal reducers that we warrant them for life (see warranty for full details). The unmatched combination of power, speed and legendary reliability has allowed the Superlift to gain a following among discriminating homeowners. For when only the absolute best will do, the only choice is the IMM Quality Superlift.
















